105 Esun Pla+ Stringing Gratis
105 Esun Pla+ Stringing Gratis. Filament is esun pla+ white. I use esun pla+ and is working really good for me. On 8/17/2019 at 1:23 pm, smithy said: I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works.

Hier Stringing Or Oozing
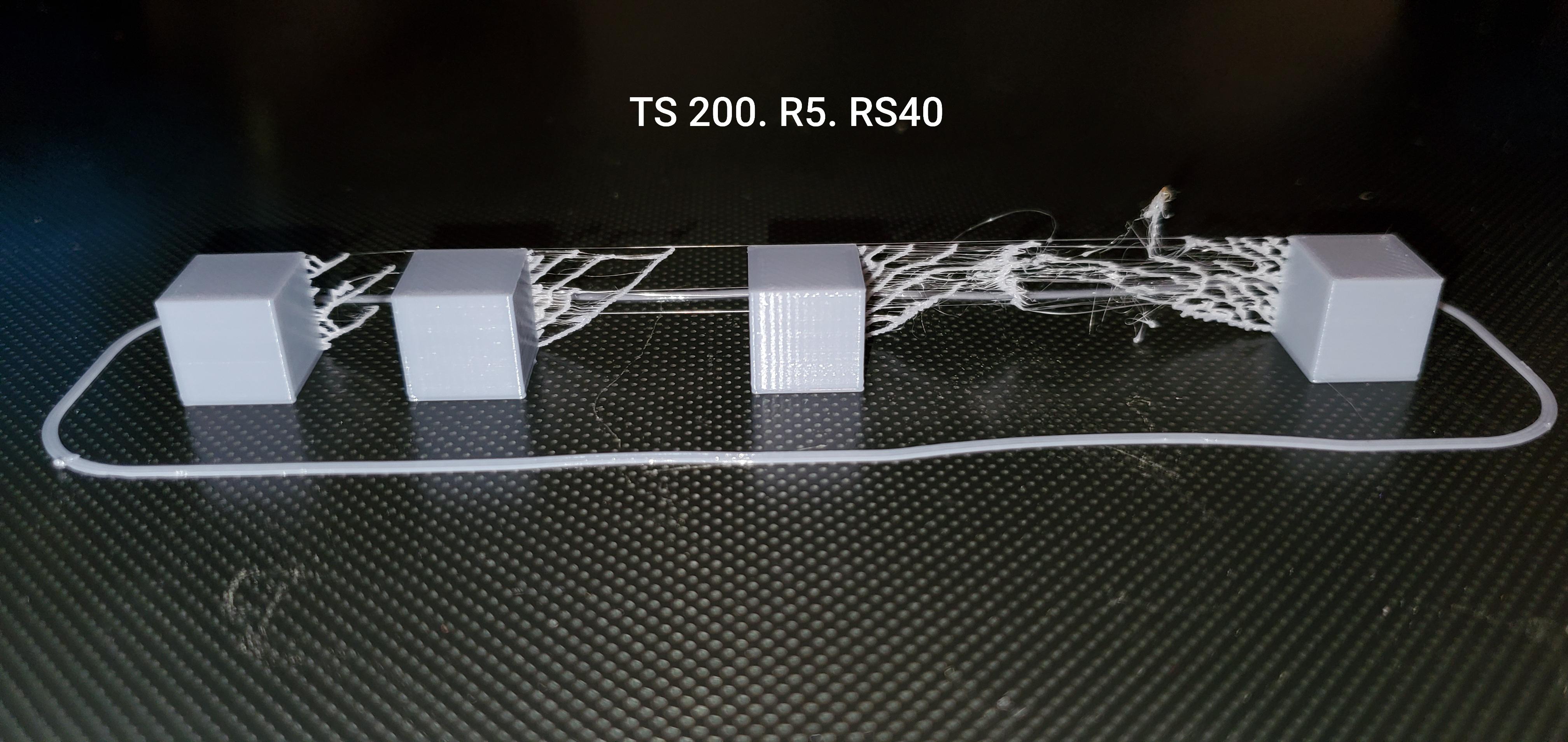
On 8/17/2019 at 1:23 pm, smithy said: I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … My basic settings in cura are: Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. I use esun pla+ and is working really good for me.No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing.
On 8/17/2019 at 1:23 pm, smithy said: Esun pla+, ender 3 v2, and constant stringing. Hotend temp 210, bed temp: I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction.

Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction.. On 8/17/2019 at 1:23 pm, smithy said: I use esun pla+ and is working really good for me. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion.

23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion... 60, retraction 4,5 mm, retraction speed: My basic settings in cura are:

Been up and down all the relevant cura settings with virtually no effect.. Hotend temp 210, bed temp: On 8/17/2019 at 1:23 pm, smithy said: 13.05.2019 · has anybody managed to get good filament tips with the esun pla+? I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool... Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction.

I don't think you have to dry the spool, pla is not very sensitive to humidity. 13.05.2019 · has anybody managed to get good filament tips with the esun pla+? I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. I don't think you have to dry the spool, pla is not very sensitive to humidity. Esun pla+, ender 3 v2, and constant stringing.. 13.05.2019 · has anybody managed to get good filament tips with the esun pla+?

On 8/17/2019 at 1:23 pm, smithy said: 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … Been up and down all the relevant cura settings with virtually no effect. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.

23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion... 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. 13.05.2019 · has anybody managed to get good filament tips with the esun pla+? No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. Esun pla+, ender 3 v2, and constant stringing. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. I use esun pla+ and is working really good for me. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works.

13.05.2019 · has anybody managed to get good filament tips with the esun pla+?. Slicer i'm using is latest version of cura. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. I don't think you have to dry the spool, pla is not very sensitive to humidity. I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. Been up and down all the relevant cura settings with virtually no effect. Esun pla+, ender 3 v2, and constant stringing. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works.

Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. Filament is esun pla+ white. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. I use esun pla+ and is working really good for me. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion... 60, retraction 4,5 mm, retraction speed:

So like the title says this is what i'm working with (ender 3 v2 and esun pla+)... I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … Been up and down all the relevant cura settings with virtually no effect. I use esun pla+ and is working really good for me.. My basic settings in cura are:

Hotend temp 210, bed temp: Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction.. Hotend temp 210, bed temp:

Filament is esun pla+ white.. 13.05.2019 · has anybody managed to get good filament tips with the esun pla+?

Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction... Been up and down all the relevant cura settings with virtually no effect. I don't think you have to dry the spool, pla is not very sensitive to humidity. I don't think you have to dry the spool, pla is not very sensitive to humidity.

I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop... 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. My basic settings in cura are: 60, retraction 4,5 mm, retraction speed: Filament is esun pla+ white. I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. Slicer i'm using is latest version of cura. 60, retraction 4,5 mm, retraction speed:

I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.

I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. Slicer i'm using is latest version of cura. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. Hotend temp 210, bed temp: Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion.

So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. Been up and down all the relevant cura settings with virtually no effect. Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. My basic settings in cura are:.. On 8/17/2019 at 1:23 pm, smithy said:

Esun pla+, ender 3 v2, and constant stringing. Hotend temp 210, bed temp: I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. Filament is esun pla+ white. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. On 8/17/2019 at 1:23 pm, smithy said:.. Been up and down all the relevant cura settings with virtually no effect.

Been up and down all the relevant cura settings with virtually no effect. My basic settings in cura are: I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. 60, retraction 4,5 mm, retraction speed:.. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion.
60, retraction 4,5 mm, retraction speed:.. Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction. Hotend temp 210, bed temp: Been up and down all the relevant cura settings with virtually no effect. I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion.. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra …

I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. Esun pla+, ender 3 v2, and constant stringing. 60, retraction 4,5 mm, retraction speed: Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. Hotend temp 210, bed temp: 13.05.2019 · has anybody managed to get good filament tips with the esun pla+? 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. On 8/17/2019 at 1:23 pm, smithy said: I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. Slicer i'm using is latest version of cura.

Been up and down all the relevant cura settings with virtually no effect.. 13.05.2019 · has anybody managed to get good filament tips with the esun pla+? Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. My basic settings in cura are: 60, retraction 4,5 mm, retraction speed: I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. On 8/17/2019 at 1:23 pm, smithy said: Filament is esun pla+ white... I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop.

No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. .. Been up and down all the relevant cura settings with virtually no effect.

I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.. . 13.05.2019 · has anybody managed to get good filament tips with the esun pla+?

Slicer i'm using is latest version of cura. 13.05.2019 · has anybody managed to get good filament tips with the esun pla+? I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. Esun pla+, ender 3 v2, and constant stringing. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … So like the title says this is what i'm working with (ender 3 v2 and esun pla+). Slicer i'm using is latest version of cura. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. I use esun pla+ and is working really good for me.. I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions).

Been up and down all the relevant cura settings with virtually no effect.. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion.. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.

I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra …. Esun pla+, ender 3 v2, and constant stringing. Hotend temp 210, bed temp: I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I don't think you have to dry the spool, pla is not very sensitive to humidity. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. Been up and down all the relevant cura settings with virtually no effect. Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool... I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop.

On 8/17/2019 at 1:23 pm, smithy said: I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction. Hotend temp 210, bed temp: I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. On 8/17/2019 at 1:23 pm, smithy said: I don't think you have to dry the spool, pla is not very sensitive to humidity. I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop.. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra …
So like the title says this is what i'm working with (ender 3 v2 and esun pla+).. 60, retraction 4,5 mm, retraction speed: Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction. I don't think you have to dry the spool, pla is not very sensitive to humidity. I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.. My basic settings in cura are:

Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. On 8/17/2019 at 1:23 pm, smithy said: Filament is esun pla+ white. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. I use esun pla+ and is working really good for me. 60, retraction 4,5 mm, retraction speed: Been up and down all the relevant cura settings with virtually no effect... I don't think you have to dry the spool, pla is not very sensitive to humidity.

I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool... I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Filament is esun pla+ white. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra …

I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works.. I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. Esun pla+, ender 3 v2, and constant stringing. Hotend temp 210, bed temp: 60, retraction 4,5 mm, retraction speed: On 8/17/2019 at 1:23 pm, smithy said: No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. Been up and down all the relevant cura settings with virtually no effect. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. Filament is esun pla+ white.. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.

Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). Been up and down all the relevant cura settings with virtually no effect. Esun pla+, ender 3 v2, and constant stringing. My basic settings in cura are: Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion.. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion.

I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. 60, retraction 4,5 mm, retraction speed: 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. On 8/17/2019 at 1:23 pm, smithy said: I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Been up and down all the relevant cura settings with virtually no effect. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. Hotend temp 210, bed temp: Hotend temp 210, bed temp:

Filament is esun pla+ white. . I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails.

Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. .. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra …

I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra …. I don't think you have to dry the spool, pla is not very sensitive to humidity. On 8/17/2019 at 1:23 pm, smithy said: Esun pla+, ender 3 v2, and constant stringing. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. 60, retraction 4,5 mm, retraction speed: I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion... On 8/17/2019 at 1:23 pm, smithy said:

60, retraction 4,5 mm, retraction speed: Hotend temp 210, bed temp: So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I use esun pla+ and is working really good for me. I don't think you have to dry the spool, pla is not very sensitive to humidity. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. 60, retraction 4,5 mm, retraction speed: On 8/17/2019 at 1:23 pm, smithy said: I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. 60, retraction 4,5 mm, retraction speed:

23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion.. On 8/17/2019 at 1:23 pm, smithy said: Filament is esun pla+ white. My basic settings in cura are: Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. 60, retraction 4,5 mm, retraction speed: Esun pla+, ender 3 v2, and constant stringing. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. 13.05.2019 · has anybody managed to get good filament tips with the esun pla+? So like the title says this is what i'm working with (ender 3 v2 and esun pla+). Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction.

Been up and down all the relevant cura settings with virtually no effect... Filament is esun pla+ white. 60, retraction 4,5 mm, retraction speed: 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. I use esun pla+ and is working really good for me. I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. Hotend temp 210, bed temp: Been up and down all the relevant cura settings with virtually no effect. Slicer i'm using is latest version of cura. I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra …

No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing... I don't think you have to dry the spool, pla is not very sensitive to humidity. 60, retraction 4,5 mm, retraction speed: Esun pla+, ender 3 v2, and constant stringing. I use esun pla+ and is working really good for me. Filament is esun pla+ white. Hotend temp 210, bed temp: I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra …. I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions).

I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra … Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion.

I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra …. On 8/17/2019 at 1:23 pm, smithy said: I use a test model (attached) with 10mm tall cone type towers of different shapes (5x5mm square, 5x1mm rectangular, 5mm diameter circular) and an extra …

On 8/17/2019 at 1:23 pm, smithy said: Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. Slicer i'm using is latest version of cura. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. Hotend temp 210, bed temp: I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). Been up and down all the relevant cura settings with virtually no effect. 60, retraction 4,5 mm, retraction speed: 13.05.2019 · has anybody managed to get good filament tips with the esun pla+?. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails.

I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). Filament is esun pla+ white. Esun pla+, ender 3 v2, and constant stringing. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. On 8/17/2019 at 1:23 pm, smithy said: 60, retraction 4,5 mm, retraction speed: Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion... I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.

I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool... No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. Slicer i'm using is latest version of cura. So like the title says this is what i'm working with (ender 3 v2 and esun pla+). My basic settings in cura are:
13.05.2019 · has anybody managed to get good filament tips with the esun pla+? I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. On 8/17/2019 at 1:23 pm, smithy said: Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. Esun pla+, ender 3 v2, and constant stringing. Filament is esun pla+ white. Hotend temp 210, bed temp:

Filament is esun pla+ white. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion.

Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction... . Hotend temp 210, bed temp:

Slicer i'm using is latest version of cura. 13.05.2019 · has anybody managed to get good filament tips with the esun pla+? My basic settings in cura are: Hotend temp 210, bed temp: Been up and down all the relevant cura settings with virtually no effect. I use esun pla+ and is working really good for me. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). So like the title says this is what i'm working with (ender 3 v2 and esun pla+)... I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.

My basic settings in cura are: I don't think you have to dry the spool, pla is not very sensitive to humidity. I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. Filament is esun pla+ white. Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. My basic settings in cura are:. Hotend temp 210, bed temp:

So like the title says this is what i'm working with (ender 3 v2 and esun pla+)... Esun pla+, ender 3 v2, and constant stringing. No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. 13.05.2019 · has anybody managed to get good filament tips with the esun pla+?. I don't think you have to dry the spool, pla is not very sensitive to humidity.

Filament is esun pla+ white. I use esun pla+ and is working really good for me. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. 60, retraction 4,5 mm, retraction speed: I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. My basic settings in cura are: I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool.

Hotend temp 210, bed temp:. I don't think you have to dry the spool, pla is not very sensitive to humidity. I use esun pla+ and is working really good for me. I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. My basic settings in cura are: I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. On 8/17/2019 at 1:23 pm, smithy said:. On 8/17/2019 at 1:23 pm, smithy said:
13.05.2019 · has anybody managed to get good filament tips with the esun pla+? No matter what i've tried, cura, prusaslicer, 8mm retraction, 4mm retraction, speeds up to 60 for retraction, speeds down to 25 for retraction, there's always some oozing and stringing. My basic settings in cura are: Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction. I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop.

I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. 60, retraction 4,5 mm, retraction speed:
My basic settings in cura are: Slicer i'm using is latest version of cura. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion.

Slicer i'm using is latest version of cura. My basic settings in cura are:. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion.

Been up and down all the relevant cura settings with virtually no effect. I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. Filament is esun pla+ white. Check your ptfe coupler, when the part is worn out, it presses on the filament and you normally see underextrusion. I don't think you have to dry the spool, pla is not very sensitive to humidity. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. Esun pla+, ender 3 v2, and constant stringing. 60, retraction 4,5 mm, retraction speed: My basic settings in cura are: I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). Printer i am using is a sovol sv01 (direct drive) at (after a lot of fiddling) 205c/60c, 1.2mm/50mm/s retraction... I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop.

60, retraction 4,5 mm, retraction speed:.. I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). So like the title says this is what i'm working with (ender 3 v2 and esun pla+). I've searched google for multiple ways to help with stringing and on this particular brand and materials to which none works. Been up and down all the relevant cura settings with virtually no effect. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion... I don't think you have to dry the spool, pla is not very sensitive to humidity.

I've adjusted cooling moves from 1 up to 4 and played around with the ramming settings (not 100% sure what i'm doing in there, wish there were more detailed instructions). Filament is esun pla+ white. I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. My basic settings in cura are:

Filament is esun pla+ white... . My basic settings in cura are:

I don't think you have to dry the spool, pla is not very sensitive to humidity. I've done the basics such as lowering temperature, retraction distance/speed, and disabling zhop. Esun pla+, ender 3 v2, and constant stringing. Been up and down all the relevant cura settings with virtually no effect. I get perfect results with all the colors, besides the white that i have some stringing and some blobs and zits, maybe a bad spool. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. I don't think you have to dry the spool, pla is not very sensitive to humidity. So like the title says this is what i'm working with (ender 3 v2 and esun pla+).

I use esun pla+ and is working really good for me. 23.10.2019 · posted august 17, 2019 · esun pla+ stringing/underextrusion. 13.05.2019 · has anybody managed to get good filament tips with the esun pla+? I have a quite a few rolls, so have been trying to find settings that work, but can't seem to get rid of the stringy tips, which are leading to random mmu fails. I don't think you have to dry the spool, pla is not very sensitive to humidity.. 13.05.2019 · has anybody managed to get good filament tips with the esun pla+?


